






Here you will find the Petrogen product guides available for download. Start with the Petrogen Reference Manual which is the core document. Supplimental information is available below that. To jump to training videos, click on the Training Videos button below.
Start here. This is the core reference manual, applicable to all Petrogen Systems.

Use this information sheet in conjunction with the Reference Manual.

Use this data sheet in conjunction with the Reference Manual.

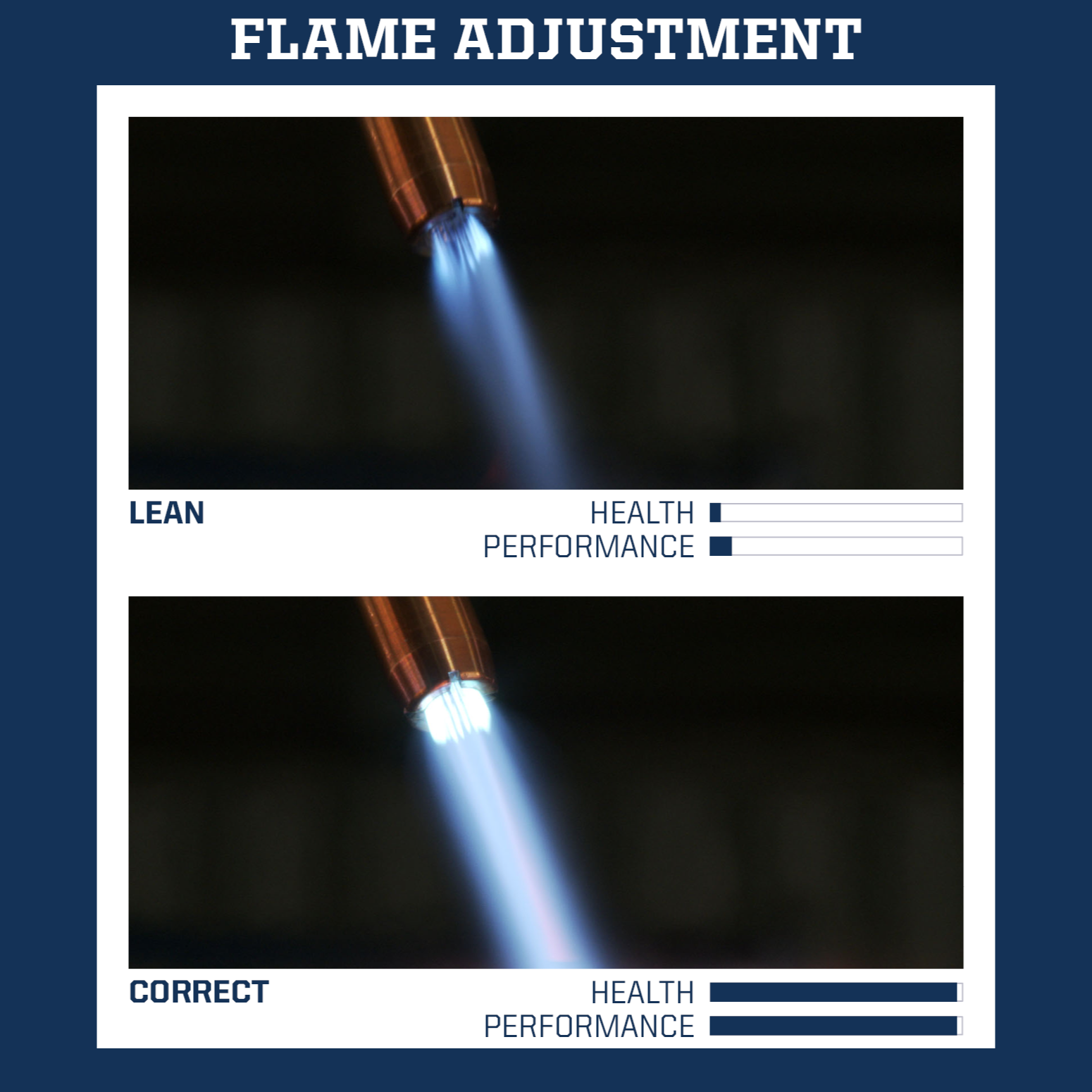
Use this referance card to nail the flame adjustment. Remember to "Run It Rich".
Training classes range from basic cutting to advanced technical breaching. Classes will be held at the Petrogen Breach Lab (PBL). Custom classes are currently available by appointment, so don't hesitate to contact us.
Petrogen also offers Mobile Training Teams (MTT). With the MTT, a trainer or trainers will come out to your facility and give operators a specialized training based on their cutting operations. We recommend one trainer per four students. This ensures trainees get the most out of the instruction.











